An API 17TR8-compliant subsea wellhead developed to handle extremes
API introduced technical report 17TR8 in 2015, to serve as a guideline for high-pressure high-temperature (HPHT) equipment in subsea applications. The report defines HPHT equipment as having a pressure rating greater than 15,000 psi and/or a temperature rating greater than 350°F (with specific limitations to the maximum temperature rating, i.e. less than 550°F), and is outside the scope of API 17D.
Obtaining governmental approval to complete HPHT wells is more difficult than non-HPHT applications (API 17TR8 equipment vs. API 17D equipment). Understanding the additional BSEE requirements, and the independent third party (I3P) review process, for a 20,000-psi, 350°F-rated wellhead during the budgeting phase is essential to project success.
SYSTEM RATINGS
The 18¾-in. 20,000-psi, 350°F wellhead was developed with the collaboration of various operators to meet industry requirements for the foreseeable future, Fig. 1. Those requirements include temperature ranges of 0°F to 350°F, and a working bore pressure of 20,000 psi. The casing string weight ratings for both the intermediate and production casing strings are 2,400,000 lb and 2,000,000 lb, respectively, while the running tool is rated to 2,700,000 lb, to allow for emergency overpull operations should casing get stuck during installation.
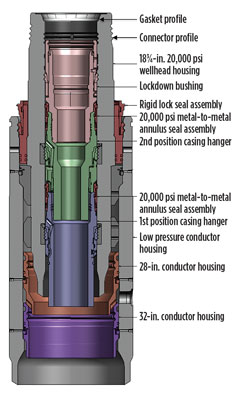
Both the intermediate and production casing hangers, and their respective wear bushings, can support a full 20,000-psi BOP test pressure end load. The 18¾-in. 20,000-psi metal-to-metal ASA was designed for the full temperature range of 0°F to 350°F and a differential pressure rating of 20,000-psi bore and 15,000-psi annulus. The wellhead can support normal riser loads of more than 4,000,000 lb of tension and 10,000,000 ft-lb of bending moment. Finally, the system is provided with a lockdown bushing for the production casing hanger to resist upthrust of 3,300,000 lb, and to restrict movement of the casing hanger due to thermal growth of the casing during start-up/shut-in operations.
DESIGN PHILOSOPHY
The design philosophy focused on two fundamental areas to facilitate a reliable, robust tool:
- Increased details in the product specifications
- Application of the failure modes, effects and criticality analysis (FMECA)
The wellhead was designed using existing field-proven technology as the core of each component. Improvements, from a decade of field history for similar wellheads, were utilized and incorporated into the new product. The basis for this system was a previous wellhead rated to 20,000 psi and 350°F, using a combination of API 6A and 17G methods, with the addition of higher capacities and additional analysis/testing required for API 17TR8 compliance.
An assessment was performed at the beginning of the project to determine the product criticality class of each component. Once the various criticality classes were identified, detailed specifications were generated and approved by the stakeholders. Next, the FMECA process was used to identify possible failure modes and to generate a detailed development and qualification plan for the product.
Stress analysis was performed using elastic-plastic FEA, in accordance with ASME BPVC Sec. VIII, Div. 3. as recommended by API 17TR8, for pressure containing equipment. The components were also evaluated for fatigue, when applicable.
FMECA
A document for the failure modes, effects and criticality analysis was generated for the system level, as well as each component at the concept generation phase. It was updated continually throughout the development process through final verification. The objective was to identify possible failure modes and manage risks through additional verification, validation, or procedural control. However, FMECA did not eliminate all risk, as it recognized that some failure modes are unlikely or that the consequences of a failure occurring have no impact on operations or the environment. The output of the FMECAs varied from requiring additional analysis, implementing procedural changes (either in manufacturing, during installation, or both) and in some instances, additional qualification testing.
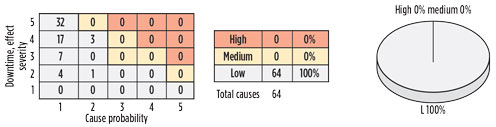
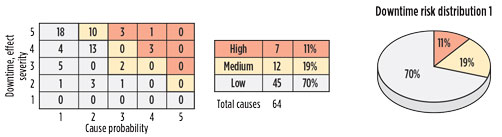
After failure modes and their effects were identified, the probability of occurrence and the severity of the failure were each ranked on a scale of 1 to 5. By multiplying these two rankings, the failure modes were classified as low, medium and high, Fig. 2. All medium- and high-risk failure modes were assigned a corrective action and re-evaluated after the actions were addressed, Fig. 3.
COMPONENT DESIGN
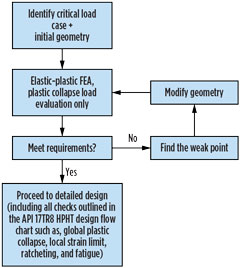
This process and associated challenges for the system’s components focused primarily on the casing hangers. The development started with a FMECA review and FEA of the base design. The initial FMECA was used to identify all failure modes and all additional verification/validation work required by API 17TR8. Once the failure modes were identified, the FEA process was executed, Fig. 4.
The FEA process required good communication between the analyst and members of the design team, to ensure that the latest geometry was being used. This communication was vital, early in the design phase, when the component geometry was changing daily. The analyst must have immediate access to the engineer or an alternate product expert, to ensure that geometry changes required to satisfy requirements did not negatively affect functional requirements.
Critical load cases were identified to help reduce the amount of FEA required. When identifying the critical load cases, it was essential that all conditions were evaluated as early as possible.
When identifying the critical loading condition for the structural analysis, the engineering team had to consider factors that would limit the design through the evaluation of protection against plastic collapse. Multiple questions were required to determine if a loading condition was critical:
- Does the load occur at temperatures >250°F)?
- What is the required load resistance factor of design (LRFD)?
During the early stages, components were evaluated for protection against plastic collapse only. Once the geometry was finalized and the ratings met the required plastic collapse load (PCL) requirements, the design was evaluated for local strain limit and ratcheting.
When a component did not meet the PCL requirement, the next step was to find the weak point that caused the FEA solution to diverge. To solve this issue, equivalent plastic strain plots were scaled, such that critical shear planes could be identified readily. These plots were used to focus on areas that could be modified by hand calculations or by using an optimization program to increase capacity. Once the final geometry was determined, manufacturing drawings were generated and used to procure test parts for qualification testing.
Additionally, FEA models were generated from the manufacturing drawings to run the final required analysis, per API 17TR8. This was done to ensure that the model was accurate after design iterations were finalized and implemented. This also served as an additional check to make sure the analysis model was accurate.
Casing hangers. API 17TR8 is intended for pressure-containing components, seals and fasteners. Per API, a pressure-containing part is an item whose failure to function, as intended, results in a release of retained fluid to the atmosphere. Therefore, the high-pressure housing is the only pressure-containing component in a wellhead required to follow the HPHT flow chart.
Per API 17D, casing hangers are defined as pressure-controlling parts intended to regulate the movement of pressurized fluids. API allows the required margins to drop, moving from the high-pressure wellhead housing to the casing hanger and finally to the casing. The stakeholders elected to categorize the casing hangers as pressure-containing with a “high” criticality class. Therefore, the casing hangers were designed in accordance with API 17TR8, requiring elastic-plastic FEA for all loading conditions with the appropriate LRFD for pressure-containing parts.
Because a casing hanger is subjected to numerous loads throughout its service life, extensive elastic-plastic FEA was required. Analysis was performed to understand loading on the casing hangers.
- Casing weight during installation/operation
- BOP test loads (from multiple different tools)
- Internal/external pressure
- Thermal loads (causing upthrust).
The final analysis was performed in parallel with procurement of qualification test equipment. The risk was mitigated by selecting existing designs as the starting point, and using experienced engineers familiar with the equipment and codes.
SYSTEM DESIGN
A fatigue analysis was performed on the system to benchmark analysis required for HPHT wells. It was based on a set of project-specific variables to show the wellhead section between the specified interfaces would not limit capacity. To determine the wellhead’s structural capacity, variables, such as preload, cement level, and presence of intermediate conductor housings/casing strings were studied under the following loading conditions:
- Bending
- Tension
- Compression
- Internal pressure
- Combined loading
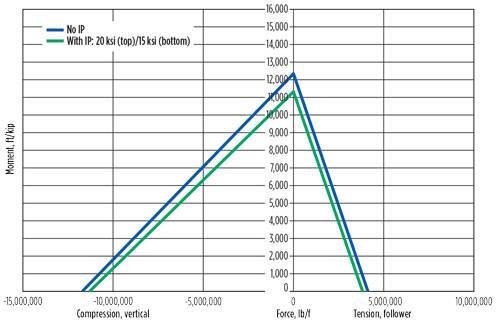
A grouping of 15 load cases was evaluated, Fig. 5. The straight lines between bending and compression/tension were found to be conservative, after several combined loading scenarios were evaluated and determined to be outside the envelope.
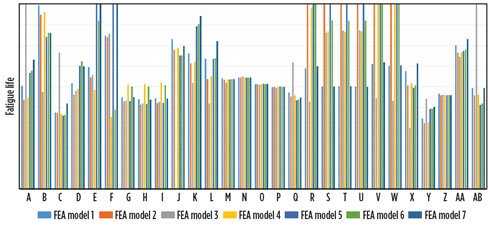
Another analysis was performed to study the stress response when the system is exposed to bending, as it is typically the largest contributor to fatigue damage. The objective was to identify problem areas that could limit fatigue performance. Multiple models were evaluated with variables including wellhead preload, cement level, presence of intermediate conductor housings/casing strings and casing weight. Seven FEA models were evaluated to identify hotspots, Fig. 6. The engineering team used this graph to compare the features in the wellhead to the conductor housing weld and make modifications as necessary.
QUALIFICATION TESTING
This section presents the additional testing identified for this wellhead and components through the FMECA process, that was not already satisfied by industry required or previous qualification testing.
System level testing. This wellhead is preloaded into the conductor housing using a rigidizing mechanism to improve fatigue life of the wellhead housing girth weld by transferring load from the top of the wellhead out to the larger conductor pipe.

During FMECA review, it was determined that the preload loss was an effect of multiple failure modes. To fully understand preload performance, a full-scale structural bend-capacity test was performed, Fig. 7.
The test provided experimental data of preload lost, due to external loads up to 12,000,000 ft-lb. These results are now available as input for future project-specific fatigue life analysis. Additionally, experimental data from testing was correlated with data for preload loss on three separate occasions to validate the FEA methodology and accuracy. The data can be used in future full-scale qualification tests to minimize costs.
After the preload loss test, the wellhead was subjected to a structural capacity test of 18,000,000 ft-lb, with no significant permanent deformation or disengagement of components. This was the maximum load tested, because of the limitation of the test equipment, and because it satisfied the required normal load rating of 10,000,000 ft-lb.
Annulus seal testing. For qualification testing of the annulus seal assembly (ASA), API 17TR8 requires a rigorous test program beyond previous industry standards. Although API 17D calls for three pressure and temperature cycles, it does not provide a procedure to satisfy this standard. Therefore, the industry routinely refers to API 6A and follows the PR2 test program.

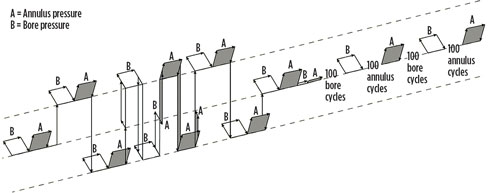
However, a typical PR2 test did not have sufficient pressure cycles/reversals on the seal to mitigate the failure mode of galling of a metal seal in an HPHT application. Therefore, the qualification testing of the metal-to-metal ASA consisted of a PR2 test, in accordance with API 6A F.2.23, and an additional API 17D extended cycle test to be performed on the 20,000-psi metal-to-metal ASA, Fig. 8.
The extended cycle test was comprised of 200 bore cycles and 200 annulus pressure cycles to the full pressure rating of the ASA. Both the PR2 and extended cycle testing were performed on the same metal-to-metal seal to verify robustness, Fig. 9.
The FMECA process was a beneficial tool used to define the qualification plan for the elastomer ASA for the system. Computational fluid dynamics (CFD) showed that the seals in the system never exceed 250°F during the normal production with 350°F fluid flowing through the production tubing. Additionally, if the seal is exposed to a worst-case discharge (WCD), the operators stated that they would then scrap the well. Therefore, the qualification plan of the elastomer ASA consisted of a qualification test program meant to verify the performance during the life of the field (i.e. a PR2 test at 250°F max temp), as well as a second qualification test program meant to verify it will survive the higher temperatures from a temporary WCD scenario.
This methodology minimized project risk from a cost and schedule point of view. For this development, both tests (PR2 and WCD simulation) were performed on a single seal assembly without disassembling between the tests (which was a more robust test program because typically a WCD scenario would happen early in the seal life, before the pressure and temperature cycles from a PR2 test).
Seal reliability in HPHT applications is important. Although not required by API 17D or API 17TR8, it is recommended to verify multiple samples through qualification testing. For this development, multiple metal-to-metal and elastomer seal assemblies were tested to prove repeatability.
THIRD PARTY REVIEW
BSEE requires an independent third-party review when a new technology is considered complex, and it requires a high degree of specialized knowledge, which is the case for HPHT equipment. The scope of the review included review of project documentation including product specifications, FMECA documents and material selection.
RECOMMENDATIONS
To successfully execute an HPHT development project, an engineering team must understand the scope of work required from the industry, government and stakeholders. The selection of a third-party company, that has prior experience with the equipment and industry best practices, is recommended for an efficient review.
During the front-end engineering of the component, it is advantageous to commence with an analysis of the critical loads on the baseline design to fully understanding the level of development required to meet the project’s requirements. Select an appropriate level of detail in the analysis leading up to the finalized geometry to minimize risk of recycling reviews or any other subsequent steps in the process. It is beneficial to focus on areas where there is a code break early in the project, and work with the project stakeholders to identify a methodology for those interfaces. ![]()
ACKNOWLEDGEMENT
This article was adapted from OTC paper 28789-MS, which was presented at the Offshore Technology Conference, held in Houston, Texas, April 30-May 3, 2018.

