New series of connections offers flexibility in onshore shale plays
Horizontal wells in onshore unconventional shale plays have increased production by employing longer laterals, and using higher volumes of proppant during fracing. In addition, shorter distances between frac clusters, and an increased number of frac stages, are practices that have been optimized to increase well productivity. These evolving trends have led to increased demand on production casing. A significant supply of production casing for use in horizontal wells now requires a minimum yield-strength of 125-ksi. The stronger casing allows for improved collapse and burst ratings.

The availability of higher-strength production casing has facilitated the use of higher pressures during fracing, which enables higher-proppant loading, and assists in reducing the overall pumping time. Frac pressures of 12,000 psi or higher and proppant/sand loading of 3,000 lb/ft, or higher, are used commonly in regions such as the Haynesville shale.
To ensure proper zonal isolation of the frac segments, as well as to prevent gas migration, practices have been developed to improve the cement integrity in the annular space between the casing and wellbore. Among other techniques, rotating-while-cementing is gaining acceptance as a standard practice to improve the cement bond quality. With the development of casing-running tools and the use of a top drive to land the casing, it has become easier to rotate the string during installation, compared to other time-consuming practices. This has enabled operators to shave off rig time and reduce costs.
With the development of the above practices, the connections used in production casing also undergo loading conditions that are above and beyond the capabilities of standard API connections. The ability of connections to perform under tensile and compressive loads approaching pipe body limits is required to satisfy the operating conditions. Among other performance characteristics, the increase in torque requirements has led to the development of a range of high-torque connections.
OPERATIONAL CHALLENGES
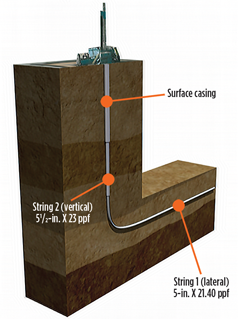
A horizontal well configuration with a rig using a top drive is shown in Fig. 1. A typical well in the Haynesville play consists of a 10¾-in. surface casing, 7⅝-in. intermediate casing and usually a mixed-string of 5-in. and/or 51/2-in. production casing. The vertical section is approximately 10,000 ft, with the lateral up to 8,000 ft. The transition from vertical to horizontal is typically achieved with a build-rate of 10°/100 ft; although dogleg severity can approach 20°/100 ft.
The production casing installation usually involves two stages. In the first stage, the casing is made up at a relatively high speed, sometimes exceeding 40 rpm, while the string is lowered into the wellbore through the bend until it cannot be slipped any further. The rig is then set up to use the top drive with the CRT, to rotate the string and properly land the string in the lateral section. Usually, this is done at a much slower rate less than 10 rpm to ensure that the string is not subjected to excessive loading. The connections are made up to a defined torque, usually referred to as “make-up torque.”
Cementing is carried out after the production casing string is set. The cementing process increasingly involves the rotation of the casing, with the practice referred to as “rotating-while-cementing.” During this time, the required rotation is provided by the top drive. The use of a top drive provides higher torques than what is used to make up connections with tongs, during casing installation. The torque that is used by the top drive to rotate the string is referred to as “operating torque.” Most connections specify a maximum limit to restrict the operating torque to prevent the connection from buckling and/or deforming, which can result in reduced clearance in the bore.
The new high-torque connections are designed to have a higher operating torque window than API connections, as well as most common premium and semi-premium connections available in the market. The use of the high-torque connections has enabled operators to double the operating torque and, for 5 1/2-in. casing sizes, can exceed 40,000 ft-lb. This provides for operational flexibility and is most likely the only option for most users, where higher torques provided through the top drive is the only possible method to properly land the lateral section.
MARKET EVOLUTION
Recent market trends suggested that the use of a specific type of connection in the production casing string of onshore wells was driven primarily by economics and the type of well. Premium connections, containing metal-to-metal seals, were used primarily in dry gas wells; whereas wells for production of wet gas and oil, predominantly used a semi-premium connection.
In some cases, the use of a semi-flush connection was preferred over a threaded and coupled (T&C) connection because of the extra clearance provided. The use of a semi-flush connection, in some cases, could reduce the cost of a well by enabling the use of a smaller wellbore. For example, a 5 1/2-in. OD semi-flush string could be installed in a 6⅝-in. wellbore, whereas a T&C connection, with the same OD, would require a wellbore that was larger, such as 7⅝-in.
TMK IPSCO has been a significant supplier of semi-flush connections in the Haynesville, with over 35 million ft of run history of ULTRA SF and SF2. So, it was decided to expand the capability of the semi-flush connection to address the need for higher torque.
Operators of oil wells in the Permian, Eagle Ford, Mid-Con and Bakken prefer the use of T&C connections, with the majority of wells using semi-premium connections for production casing. The results of market analyses led to the decision to develop three connections under the TORQ category. A brief description of each connection is provided in the next section.
CONNECTION DETAILS
The first connection developed for testing and qualification was designated as SF TORQ, and was intended for applications where a semi-flush connection was preferred. The connection includes a center seal that provides gas-tight performance, and has a torque rating that was higher than similar connections available in the market. The connection had an improved tension efficiency (90%), compared to the existing semi-flush connections that enabled its use on the vertical part of the string, replacing T&C connections that once were the preferred choice in some string designs.

In addition to the SF TORQ, two T&C connections were developed to address the need for a higher tension efficiency (100%). DQX TORQ was developed as a cost-effective solution when a semi-premium connection would be considered adequate. This connection provides operators with the flexibility to use a T&C connection, with improved torque and sealability performance, compared to API or API-compatible connections.
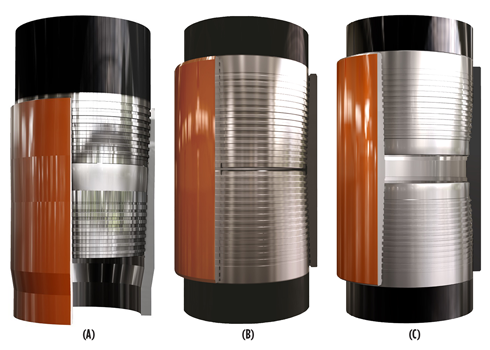
A third connection, QX TORQ, was developed to provide operators a premium T&C connection with a metal-to-metal seal that had excellent gas-tight (sealability) performance, under extreme loading conditions. The QX TORQ was qualified to a rigorous test protocol for use in wells requiring extended reach drilling. Figure 2 provides a snapshot of the three connections.
CONNECTION DESIGN
This series of connections was designed around the “dovetail” or “wedge” thread form. The wedge threads have been in use for over 40 years and have a significant running history. The selection of the thread form was to mainly provide for increased torque performance. The threads have negative-load flank and stab flank, which provide a radial lock as the connection is made up. This helps in maintaining the integrity of threads (prevent separation), as the applied torque increases. Figure 3 shows a cross-section of the wedge thread with the key features.
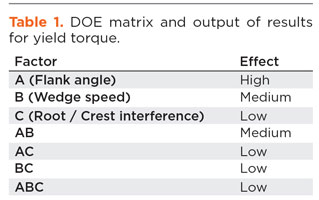
The exact profile of the thread was established after carrying out FEA (finite element analyses) and a DOE (design of experiments) using a 2K factorial hi-low approach. This approach sped up the development process and resulted in a successful development effort in months, rather than years. Figure 4 provides the results of FEA output for 5 1/2-in. × 23# P110 CYHP SF TORQ that shows distribution of von Mises stresses during make up to maximum torque. The results of FEA highlighted the top three parameters to be considered for DOE evaluation. In this case, flank angle, wedge speed, and root/crest interference were considered as key variables in design. Table 1 shows the parameters and results of the DOE, which is based on multiple specimens machined, and connections made up to yield torque—with the goal of achieving the highest yield torque.
MAKE-AND-BREAK RESULTS
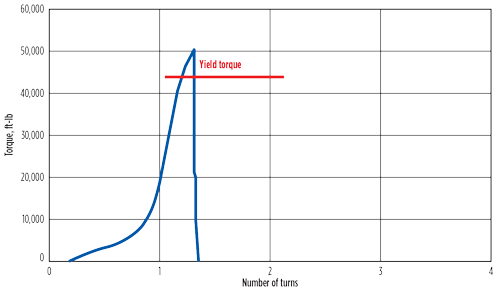
The first step in the testing and evaluation of connection involves make-and-break testing, which consists of making up the connection several times to ensure that there is no galling. Also, during the test, the torque rating of the connection is established by observing the yielding phenomenon. A typical make-and-break plot is shown in Fig. 5. Based on the torque values obtained during make-up and break-out, the connection specifications are developed for use in the field for optimum make-up on the rigs. In most cases, a plot of the make-up is required to ensure that the connections are properly made up.
Once the connection has met the requirements of make-and-break tests successfully, further testing involves the use of load frames to assess the performance under pressure, temperature and axial loads. The tests are carried out per protocols as defined in API RP 5C5 and or EMCEP (Exxon Mobil Connection Evaluation Protocol). The test protocols are usually defined by the end user for their requirements and can consist of more stringent evaluation than the actual well conditions.
SEALABILITY PERFORMANCE
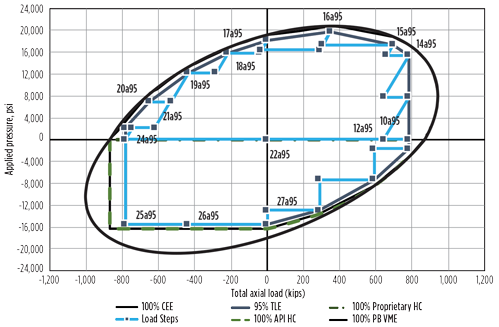
The TORQ series of connections was evaluated to different protocols, based on the intended use. SF TORQ and QX TORQ, being premium connections with metal-to-metal seals were evaluated to API 5C5, as well as EMCEP protocols, using gas as the test medium. The performance envelope was established after the successful completion of testing—an example of the TLE (test load envelope) is provided in Fig. 6.
Similar testing was carried out to establish the VME (von Mises envelope) for DQX TORQ, using a liquid media to reflect its primary use in oil wells.
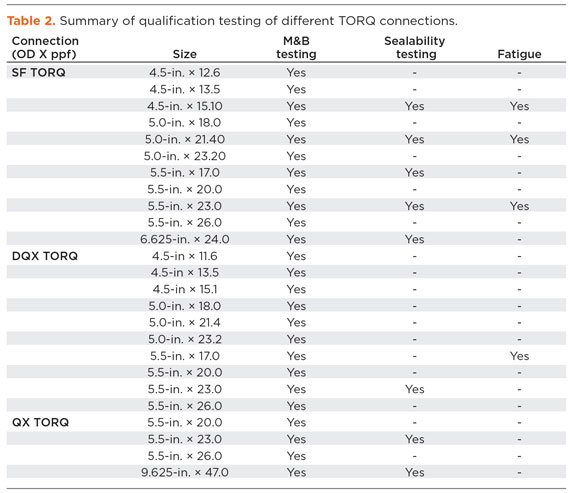
The results of the make-and-break and sealability tests validated the design performance of the connections. Once testing was completed, mill trials were performed to develop work and inspection procedures and establish benchmarks for productivity. Table 2 summarizes the different testing and validation work completed as a part of the development work. All activities were carried out at the TMK IPSCO Houston R&D Center.
FATIGUE TESTING FOR CYCLIC LOADING EVALUATION
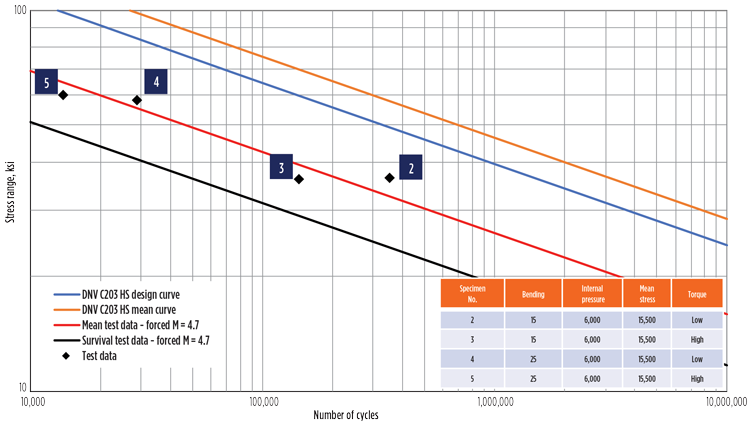
To evaluate the effect of loading and rotation of the string on the useful life limitation, fatigue tests were carried out, using a resonant fatigue test set-up. These tests are considered “fit-for-use” and provide limits on the number of rotations under different conditions, so that the useful life of the string is not exceeded. Past studies have indicated that dogleg severity is a significant factor in the fatigue performance. Tests with SF TORQ confirm the effect of bending stresses induced by bending, particularly at higher torques. The combined effect of dogleg severity and applied torque is shown in Fig. 7 from the fatigue tests.
Since launching SF TORQ in March 2018, five strings have been completed successfully. The connections have been successfully made up, with speeds as high as 40 rpm without a single joint being laid down. So far, the field reports have indicated that there was no loss of rig time during the running of the casing strings. The total depth has ranged from 18,000 to 24,000 ft.
THE VALUE OF TORQ CONNECTIONS
The new-generation of high torque connections provided by TMK IPSCO under the TORQ brand provides substantial flexibility in use of connections in string designs for unconventional shales as well as extended reach drilling. These connections have been designed, developed and qualified using rigorous protocols and provide premier performance. Field performance has confirmed the robustness of the connections, with no observed handling damage, quicker assembly, and zero NPT; these results further validating the enhanced performance of the newly launched connections. ![]()

