Advances in seal technology drive down operating costs for chemical injection
An analysis of pump plunger seal life, as it relates to chemical injection in the midstream and upstream sectors, was performed to identify possible areas for efficiency gains. Chemical injection is widely used to prevent or reduce the negative effects of corrosion, asphaltenes, wax, scale, microbial growth, friction, foaming, hydrates and freezing. Pump seal performance directly impacts operating costs, including manpower requirements, chemical consumption, and environmental clean-ups. To fully understand the factors affecting seal life, let’s review specific application challenges.
CHALLENGES

Plunger seal life is influenced mainly by: 1) chemical type; 2) mechanical wear; 3) pump design; 4) debris; and 5) environmental factors. Chemical injection pumps used in upstream and midstream applications are generally located on remote sites and are installed outdoors. These conditions range from the bitter cold and blowing snow of northern climates, to the extreme heat and violent sandstorms common in desert environments. Figure 1 shows a chemical pump exposed to the brutal Canadian North, where temperatures regularly dip to -40°F. Fluctuations in temperature can affect the expansion and adjustment of sealing elements, and blowing debris or ice build-up can obstruct moving and sliding parts, resulting in increased wear and premature failure.
Sand, dirt, and other foreign materials are often present in the chemical being pumped. This debris may be introduced at the chemical plant or contaminated during transport and storage. In some cases, vacuum trucks used to clean tanks are later used to refill tanks with new chemicals without being fully cleaned of foreign debris. Foreign material also can be introduced on-site during filling operations, especially in windy desert climates.

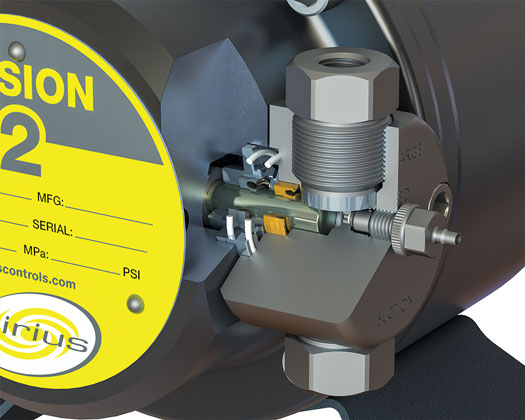
Figure 2 shows a pump operating in the sandy Arabian Desert, where peak temperatures exceed 122°F, and sand is constantly blowing. Foreign debris in the chemical is best mitigated by placing a filter upstream of the pump, which is traditionally limited to a low-cost stainless steel “Y” strainer that protects against very coarse particles. Larger, more effective filters with finer mesh sizes have historically been considered cost-prohibitive but are now cost-competitive. The left side of Fig. 3 shows a typical “Y” strainer, in contrast to the larger Sirius stainless filter, Fig. 3 (right). The latter has a larger capacity and contact area, which is a major factor in reducing maintenance and in the overall, improved performance of the filter.
The corrosive nature of many chemicals is, in itself, a large contributor to premature pump failure. Traditionally, chemical injection pumps have interchangeable sealing elements made from a range of elastomers and polymer types (such as EPDM, FKM, FFKM, NBR). The intent is for the sealing material types to be selected, based on the known properties of the chemical being pumped.
However, in practice, operators and chemical providers are constantly optimizing their chemical programs and creating new proprietary chemicals and blends. Selecting the ideal seal material becomes difficult, when chemical types are proprietary and chemical providers are protective of their IP. The seal material selection process can, in some cases, be reduced to trial-and-error in the field, which is time-consuming, wasteful, and can result in unwanted chemical leakage or damaged parts.

TRADITIONAL PRODUCTS
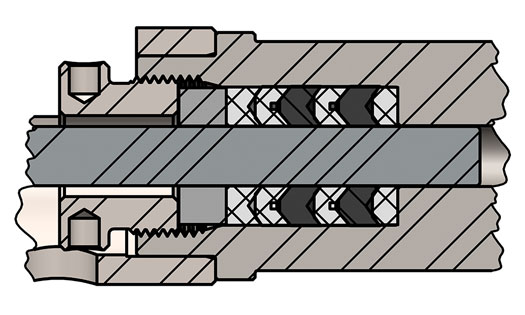
Today, most pump manufacturers utilize a plunger packing technology first introduced on chemical pumps in the 1930s. The packing consists of a stack of V-shaped sealing elements that seal against the pump plunger, Fig. 4. This packing stack is typically made from a combination of reinforced rubber compounds and Teflon elements. The limited service compatibility of these elastomers requires that a range of material options be provided.
The radial sealing preload against the plunger is adjusted by tightening a nut that axially compresses the packing stack. This adjustment is highly variable and, in many situations, the nut is tightened more than required, causing the seal to wear faster than optimal. Over time, the motion of the plunger across the packing causes wear and material loss. This results in a gradual loss of seal compression and requires the packing be re-adjusted regularly throughout the life of the pump. Elastomeric packing rings are especially prone to wear during dry-running conditions, which is not uncommon, due to the chemical tank running dry inadvertently.
In addition to mechanical wear, plunger packings are sensitive to volume changes from temperature changes and chemical swelling. Day/night temperature swings; heat generated due to running friction; and volume swell due to chemical exposure can produce sealing loads far higher than what was provided by the original packing adjustment. This not only results in premature seal wear but also greatly increases the running friction and motor load required to operate the pump. In applications where the pump is powered by a solar panel and battery system, this excess friction can be enough to overload the solar system, causing the pump to shut off. In less detrimental situations, the excess friction slows the motor speed, reducing the injection accuracy of the pump.
Although advances in material science and seal geometry have improved packing performance over time, this basic design has remained unchanged for nearly a century. In today’s world, where chemical costs are high, environmental standards are rising, chemicals are always changing, wells are increasingly remote, and all operators are striving to increase efficiency of manpower; the industry requires new sealing technology to mitigate drawbacks of traditional products.
TECHNOLOGY ADVANCES
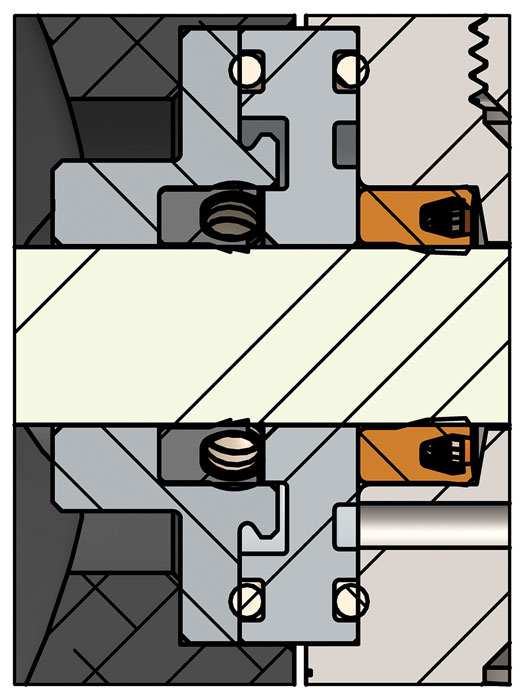
Sirius utilizes a unique dual-seal arrangement, utilizing spring-energized lip seals, which overcomes many of the shortcomings of packing designs, Fig. 5. The primary seal (tan) is flow-wetted on both sides and is protected from external debris. The primary seal is responsible for sealing against the full output pressure of the pump. The secondary seal (black) is a backup, redundant seal, which is designed to: a) protect and maximize the performance of the primary seal; and b) minimize potential for leakage coming out of the pump. The secondary seal is only subject to suction line pressure, which makes it far less prone to leak large volumes of chemical to the environment than just a single-staged packing acting against high pressures.
Each of these seals include internal springs, which provide a constant radial sealing force against the plunger. It is the presence of these springs that provides automatic adjustment to account for factors such as temperature change or material wear, Fig. 6. These springs eliminate any need for manual adjustment. The seal jacket material is made of a Teflon-based compound, which is impervious to the vast majority of chemicals used in the petroleum industry and is self-lubricated to minimize wear in dry running conditions. Sirius first adopted this technology in 2008 and has continued to improve on its design. These improvements result in a sealing system with very repeatable performance that requires no manual adjustment by onsite operators during service. This ensures maximum service life, and it also eliminates sources of fluctuating or excessive motor load that can lead to errors in injection rate.
PROVEN PERFORMANCE
To evaluate the performance of this seal technology, Sirius analyzed eight years of detailed historical data. The scope of the data set is large, encompassing over 10,000 pumps. The data set and other details of the analysis are listed below.
- Number of pumps and pump heads sold (Every Comet style pump head sold by the company is included).
- Number of seal service kits sold (Every service kit ever sold by the company is included).
Assumptions made:
- All pumps are still in service (oldest pumps have been in service for eight years).
- All service kits sold have been consumed. In reality, many customers purchase spare parts to put into maintenance inventory, which would still be available for use.
- There are no third-party seal kits in service. This is a valid assumption because of the unique and patented design on the parts and seals. To date, Sirius has yet to encounter an aftermarket seal service kit. The vast majority of Sirius pumps and parts are sold directly to the end-users.
- All seals currently in service are 50% spent.
Other pertinent information:
- No effort was made to identify duty time. Whether a pump was operating winter only, or an eight-point, multi-point running continuously for 12 months of the year, they are treated the same for this study.
- No effort was made to differentiate between pumps in extreme service or light duty. For example, all pressures, climates and chemicals were grouped together.
Although this data set combines many different service conditions, which affect life cycle of the pump, this study was published to look at seal life, in general, over a wide range of applications. Based on the above, “pumping years” are the number of years in service for a pump. A pump sold four years ago would constitute four pumping years.
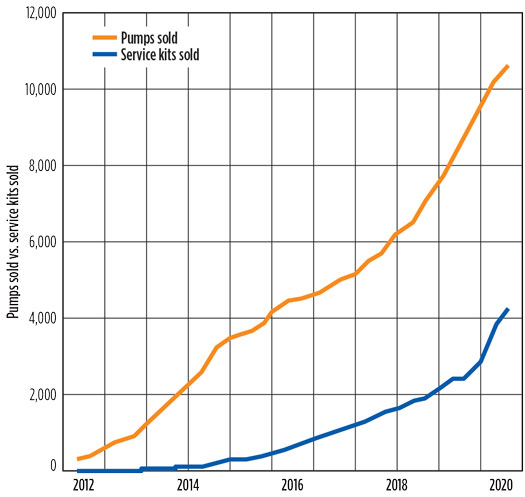
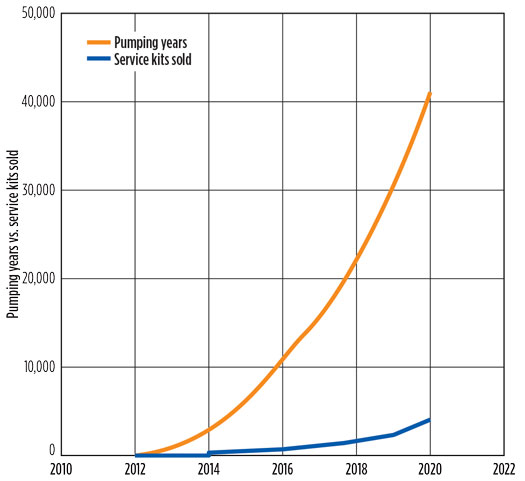
Figure 7 shows the plot of cumulative number of pumps sold alongside cumulative number of seal kits sold for Comet-style pumps. Over an eight-year period, Sirius shipped over 10,000 Comet-style pumps and only 4,200 service kits. Based on the data, it can be ascertained that less than 40% of the pumps sold have ever had a service performed. Figure 8 compares the same number of service kits sold to the number of “pumping years” accumulated. Here, we see there have been over 40,000 pumping years generated from the 10,000 pumps. The data show that Sirius’ customers have purchased a service kit for every 9.8 pumping years. Considering the assumptions already mentioned, it can be calculated that seals last, on average, 4.5 pumping years between replacement. However, Sirius does not recommend running the pump for this duration prior to servicing.
Unlike many larger pumps used in process control throughout the world, chemical injection pumps are not typically subjected to preventative maintenance. Sirius believes that this may be a result of the constant attention and manual adjustment required from the traditional packing style pumps that most operators use. These pumps are checked and adjusted so frequently that parts are simply replaced whenever they are found to be worn. Most operators run the Sirius Comet in a similar fashion, where they are run to failure and maintained only when parts are found to be worn out. Because of the importance of pump accuracy and environmental stewardship, Sirius recommends that preventative maintenance be performed on an annual basis to ensure peak performance.
The company’s historical sales data clearly show that the life cycle of spring-energized lip seals far outlasts the six months to a year, typical of traditional packing style plunger seals. In addition to longer service life, the lack of need to manually adjust the seal packing reduces operating costs and gives operators the confidence to run Comet pumps for long durations, on remote sites, in challenging environments throughout the world.

